GAt Rückgewinnung
von kaltharzgebundenem Sand
Die abgegossenen und abgekühlten Formkasten oder Block-
formen werden zu einer Ausleerstation gebracht.
Diese werden
mit einer Schall- und Staubschutzkabine umhaust.
Über verfahrbare Schiebetüren erfolgt das Ein- und Ausfahren
der Formkasten. Letztere werden auf einem Rost entleert und
anschließend wieder zur Formstation gebracht.
Die frei werdenden Gußstücke kommen zur Entkernstation.
Der mit dem Ausleerrost ausgerüttelte Sand fällt mit den
restlichen Brocken über einen Sammeltrichter auf eine
Förderrinne. Mit dieser erfolgt der Transport zu dem
Vibroreibbrecher.
An der Übergabe ist eine Magnettrommel installiert mit der
Resteisen und Spritzkugeln herausgezogen werden.
Beides wird wieder verwendet und neu erschmolzen.
Der Vibroreibbrecher wird mit Unwuchtmotoren in Schwingung
versetzt, wodurch sich die Sandbrocken gegenseitig zerreiben.
Die frei werdenden Sandkörner werden gereinigt, die Harz-
brücken zerstört und Verunreinigungen abgerieben. Der so
zurückgewonnene Sand läuft in einen Sandsammeltrichter,
wo er mit einem pneum. Schubförderer über ein Rohrsystem
in den Zwischenbunker gefördert wird.
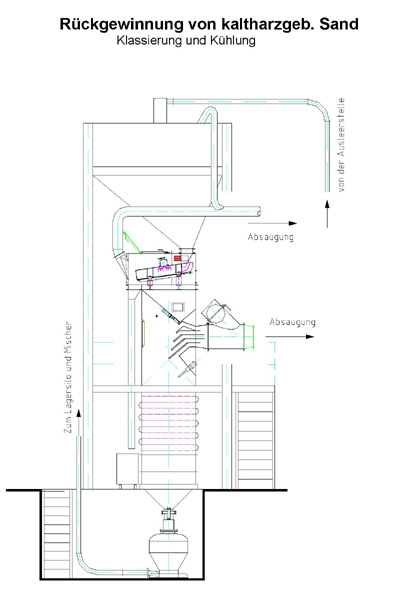
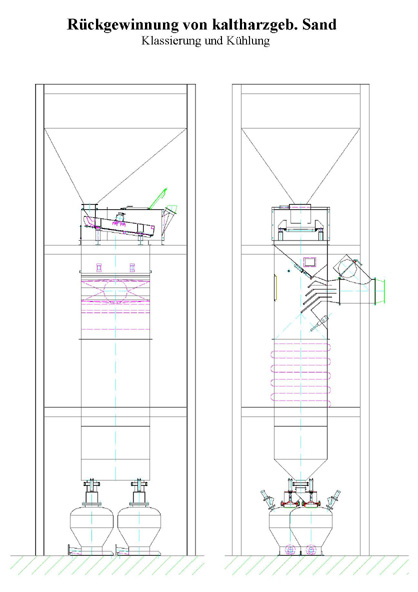
Am Auslauf des Zwischenbunkers ist ein Dosierschieber
befestigt, der den Sand zur Klassierung frei gibt. Zunächst
werden mit einem Sieb das Überkorn und abgeriebene
Fremdteile ausgeschieden. Im nachfolgenden Sichter werden
der Staub und Feinsandreste mit einer einstellbaren Luft-
geschwindigkeit entzogen, so dass die Kornfraktion in etwa
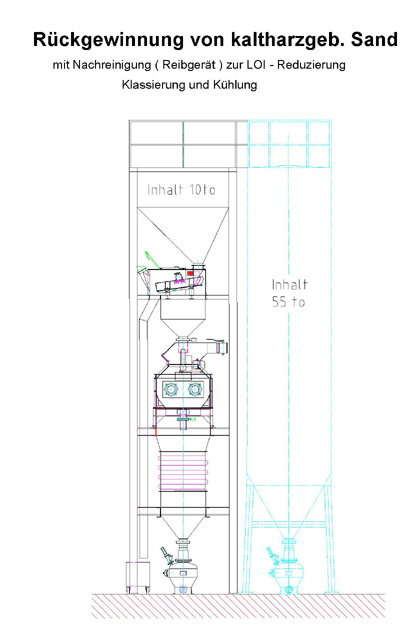
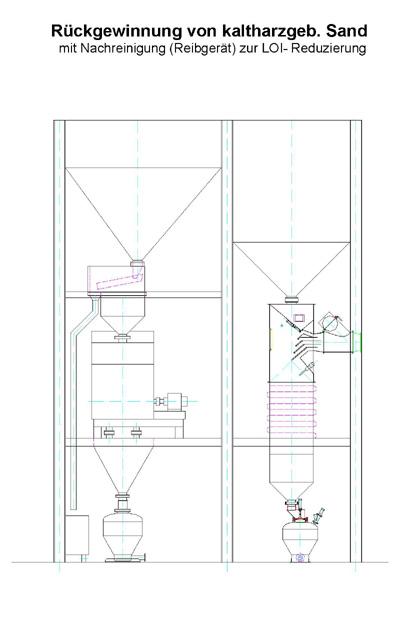
vom Neusand erreicht wird. Liegt ein ungünstiges Guß-
Sandverhältnis vor, und werden Altsande mit einem Glühverlust
von 1,5 - 2 % benötigt, wird vor der Sichtung eine Nach-
reinigung eingesetzt. Diese Nachreinigung erfolgt mit Reib-
rotoren (separate Beschreibung).
Nach der Sichtung muß der Sand auf die erforderliche
Verarbeitungstemperatur gebracht werden. Dazu werden
von uns Staukühler verwendet, die über ein Rohrsystem dem
Sand die Wärme entziehen. Das erwärmte Kühlwasser kann
anderen Verbrauchern zugeführt oder über einen Kühlturm
wieder rückgekühlt werden. Der aus dem Kühler austretende
Sand wird pneumatisch dem Lagersilo oder gleich der
Mischstation zugeführt. Die Ausleerstation, der Vibroreib-
brecher, das Sieb und der Sichter sind gekapselt und an
eine Filteranlage angeschlossen.
Die aus der Filteranlage austretende Luft ist gereinigt und hat
einen Reststaubgehalt von max. 10 mg/m³. Zwischen Filter und
Abluftkamin ist der Ventilator und ein Schalldämpfer installiert.
Letzterer dient zur Reduzierung des Lärms auf 76 - 78 dBa.
Die Luftgeschwindigkeit im Abluftkamin ist auf ca. 7 m/s
reduziert, so daß eine weitere Lärmreduzierung erfolgt.
Der Abluftkamin ist mit einer Deflektorhaube versehen und
ragt 3 m über den Dachfirst hinaus. In diesem Bereich ist ein
Podest für Kontrollmessungen vorgesehen. Der anfallende
Staub kann in Säcken gesammelt werden oder über eine
Befeuchtungseinrichtung in Transportcontainer zur Deponie
gebracht werden. In einigen Großbetrieben wird Staub in
Kupolofen eingeblasen und verbrannt oder mit anderen
Restsanden einer thermischen Behandlung zugeführt.
In diesem Falle wird dann auf eine Nachreinigung verzichtet.
|